塗装レスで鏡面のような美しい仕上がりを実現した
「センターガーニッシュ」。
イオでは「環境負荷物質VOCの削減」を会社方針として掲げ、塗装工程を省いた素材着色材料化への転換を推し進めています。そのアウトプットの一例として挙げられるのが、自動車内装装飾成形品の「センターガーニッシュ」。モニターを収めるための大きな開口部と、鏡面のように滑らかで美しい「ピアノブラックカラー」仕上げが特徴の高意匠製品です。
「センターガーニッシュ」の成形において課題となったのは、ウエルドの抑制でした。ウエルドとは、射出された溶融樹脂が金型内を冷却されながら賦形ゾーンへ流動する際に固化が進み、最終充填地点で樹脂同士がぶつかり合った境界線のような模様が出てしまう外観不良のひとつ。ウエルドは樹脂の融合温度が低いほど顕著に現れるため、私たちは開発の初期段階でまず、注入口ゲート数を増やして樹脂の融合温度を上げる金型面からのアプローチを試みました。
しかし、流動解析シミュレーションの結果、ウエルド強度の改善は見られたものの、決定的な解決には至りませんでした。

ウエルドのない優れた意匠性と生産性。
相反する2つの成形品要求性能を最適化。
一般的にウエルド対策に最も有効な手段は金型温度を高温に保つこととされていますが、金型温度が高いほど成形時の冷却固化時間は長くなり、生産性の低下につながります。どうすれば、ウエルドのない優れた意匠性と生産性を高いレベルで両立することができるか。私たちがたどり着いた答えは、金型の急速加熱冷却工法でした。
金型内の樹脂の流動解析シミュレーションによる射出成形条件の最適化
ここで、ウエルド発生のメカニズムを改めて整理してみましょう。
低温金型では、成形加工時間の短縮化が図れますが、射出された溶融樹脂が温度差によって厚いスキン層を生成しながら流動するため、最終充填地点で樹脂同士がうまく合流できず、ウエルドは発生しやすくなります。
一方、高温金型では、流動樹脂の生成するスキン層が薄くなり、樹脂同士のぶつかり合う会合角が低温金型を用いた時のそれより大きくなるため、ウエルドは見えづらくなります。
トップクラスの高効率なウエルドレス成形を金型の急速加熱冷却工法で実現
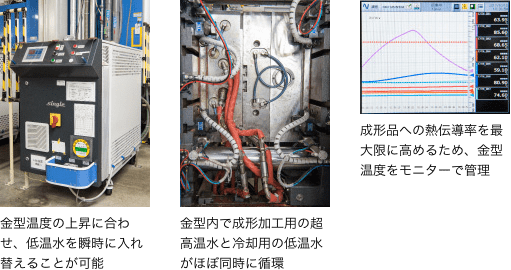
急速加熱冷却工法はこうしたウエルド発生のメカニズムを基にした技術で、まず加圧空気による150℃超の高温水を金型内に循環させ、金型温度の上昇に合わせて樹脂の射出・保圧・冷却を開始します。
そして、ほぼ同時に金型内に50℃程の冷却水を循環させ、成形品の速やかな冷却固化を促進します。イオが開発したシステムは、超高温水(水媒体で最高温度200℃まで対応可能)と低温水の入れ替えが短時間で行えることに加え、独自の金型温度コントロール構造によって成形品への熱伝導率を最大限に高められるのが特徴。
これらが、急速加熱冷却工法の中でトップクラスの高効率なウエルドレス成形を可能にしています。