成形不良ダイジェスト
イオインダストリー株式会社では、自動車用の内外装意匠部品、機能部品を生産しています。
ここは、以下の成形不良のまとめページです。
・シルバーストリーク(銀条)
・ウエルドライン
・ヒケ
・ショートショット
・バリ
・フローマーク
・ジェッティング
1.【シルバーストリーク(銀条)】
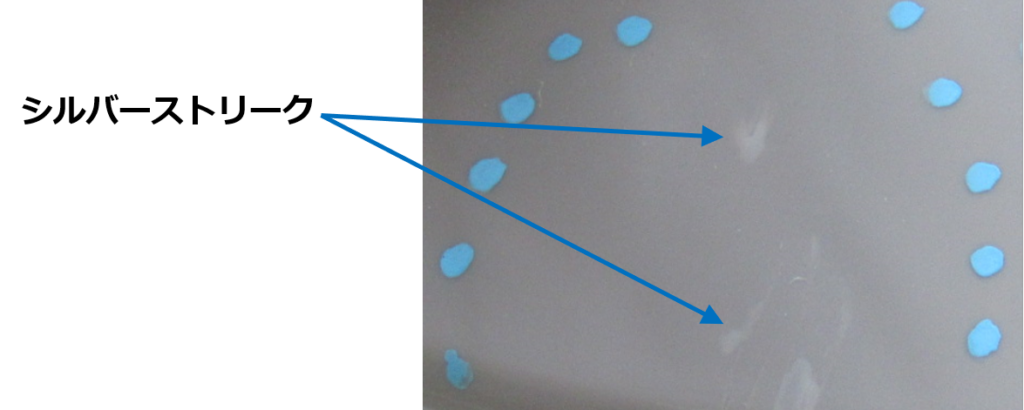
図1.シルバーストリーク(銀条)の例
“シルバーストリーク(銀条)”とは、図1のような“銀白色の筋状に見える状態”のことです。
“シルバーストリーク(銀条)”は、プラスチック成形材料の中に含まれている水分や揮発ガスまたは成形時に巻き込んだ空気が、成形品の表面に吹き出すことで発生します。
家電製品や自動車や二輪車の外観意匠部品においては、外観品質不良となる場合があります。
〚関連記事〛成形不良 ウエルドライン
〚解決事例〛ヒート&クール成形技術
2.【ウエルドライン】
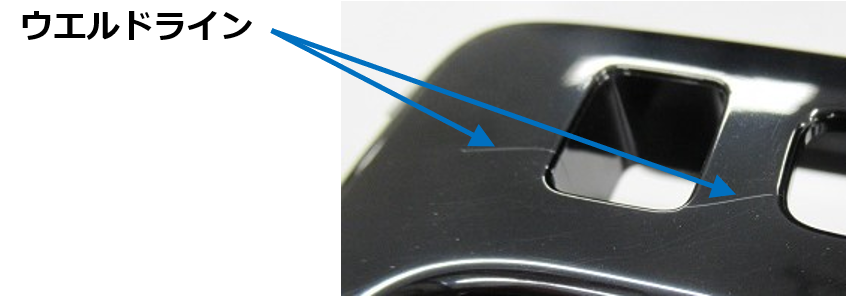
図2. ウエルドラインの例
“ウエルドライン”とは、図2のような“境界線のようにみえる模様”のことです。
自動車や家電製品などに使われる外観意匠部品においては、外観品質不良となる場合があります。
“ウエルドライン”は、金型内で溶融プラスチック同士が、合流してぶつかり合った際に発生します。
その際の温度が低いほどはっきりと現れます。
〚関連記事〛成形不良 ウエルドライン
〚解決事例〛ヒート&クール成形技術
3.【ヒケ】
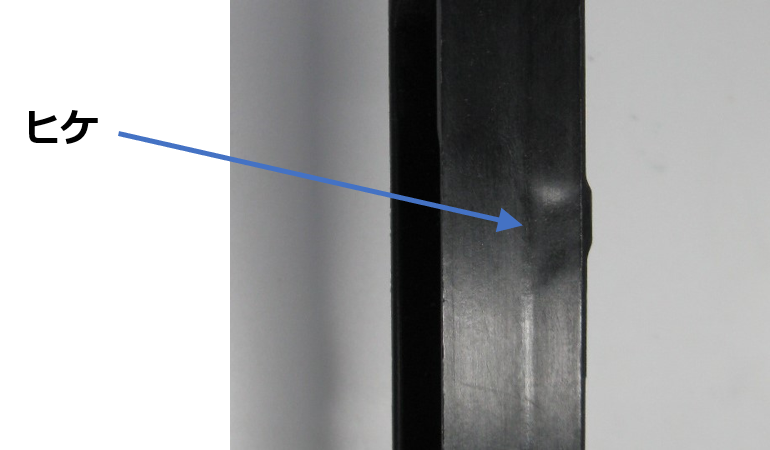
図3. ヒケの例
“ヒケ”とは、図3のように、“プラスチック成形品の表面に固化する際の収縮による凹みが発生する現象”です。
“ヒケ”は、リブがある成形品や、厚肉成形品などで、発生しやすい現象です。
プラスチックを射出成形する際、溶融プラスチックは、金型キャビティ内で冷却され固化しながら収縮します。
リブ付近では、リブ部分とその他の部分の板厚の違いによって収縮量の差が出て、図3のように、成形品の表面に凹み( ヒケ )が現れます。
〚関連記事〛成形不良 ヒ ケ
〚解決事例〛ガスインジェクション成形
4.【ショートショット】
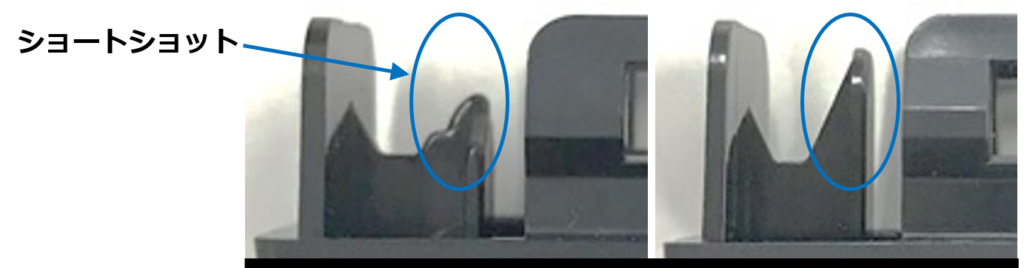
図4. ショートショットの例
“ショートショット”とは、図4のように、プラスチック成形の際、金型キャビティの特定の部分にプラスチックが充填されずに固化し、“未充填部分が欠けてしまう現象”です。
金型内で、プラスチックの流動先端部分が冷却され固化した際や、金型キャビティ内の空気が最終充填部に集まり逃がすことができないと“ショートショート”が発生します。
〚関連記事〛成形不良 ショートショット
5.【バリ】

図5. バリの例
“バリ”とは、図5のように、射出成形を行う際、“プラスチックがはみ出してしまい不要な部分が成形品に残ってしまう現象”です。
金型の合わせ面(PL面)に隙間が発生、そこに溶融プラスチックが流れ出して固まると“バリ”が発生します。
※PL:Parting Line:金型で固定側と可動側に分割される境目のことを 「パーティングライン」 と呼びます。
〚関連記事〛 成形不良 バ リ
6.【フローマーク】

図6. フローマークの例
“フローマーク(flow mark)”とは、図6のように、射出成形した際の“溶融プラスチックが流動した状態が成形品の表面に波状の模様として残ってしまう現象”です。
家電製品や化粧品容器などの外観が品質として重要な成形品では、不良となる場合があります。
〚関連記事〛成形不良 フローマーク
7.【ジェッティング】
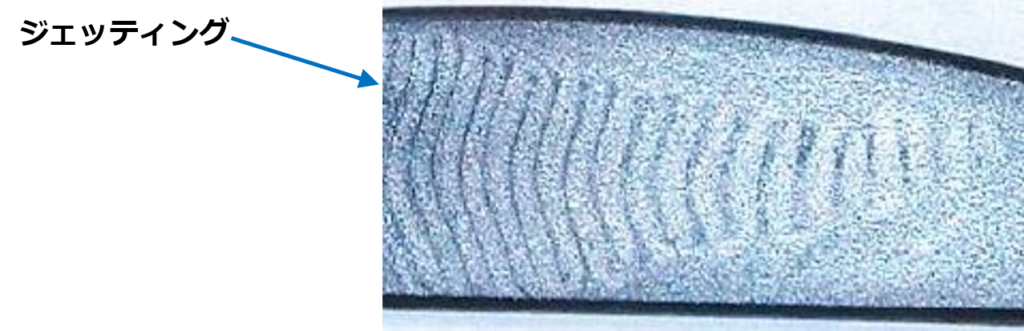
図7. ジェッティングの例
“ジェッティング”とは、図7のように、成形品を射出成形した際、“表面に線状の蛇行模様が発生する現象”です。
ゲートから金型キャビティ内に射出された溶融プラスチックが、一気にキャビティ内を走り、ゲートと反対側の壁に衝突した後に、折り畳まれていきます。
その後、ゲート近傍から充填が進行し、折り畳まれた部分が溶融プラスチックに飲み込まれ、成形品全体が固化してもその跡が残るために、“ジェッティング”は発生します。
〚関連記事〛成形不良 ジェッティング