2色成形技術
【2色成形とは】
2色成形は異材質成形やダブルモールドとも呼ばれ、種類や色の違う樹脂を、キャビティの異なる2つの金型を交互に用いて、1回の成形サイクルで成形する技法です。
成形機に2組のノズルとシリンダーがあり、溶融樹脂が一次側、二次側へと順番に射出充填されることで、材質や色などが異なる2種類のものを成形します。
イオインダストリー株式会社では、車載エアコンのルーバーフィンの成形に活用しています。

図1. 車載エアコンルーバー(ベンチレータ)
一般的な射出成形(単色成形)
・A材でコネクタを成形、B材でフィンを成形。
・後工程でフィンとコネクタを組み付けて、ルーバーフィンを製作する。
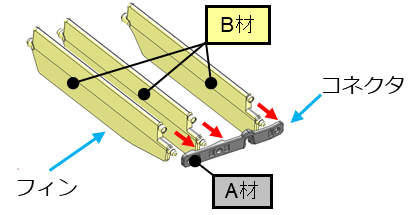
図2. 一般的な射出成形(単色成形)
2色成形の工程説明
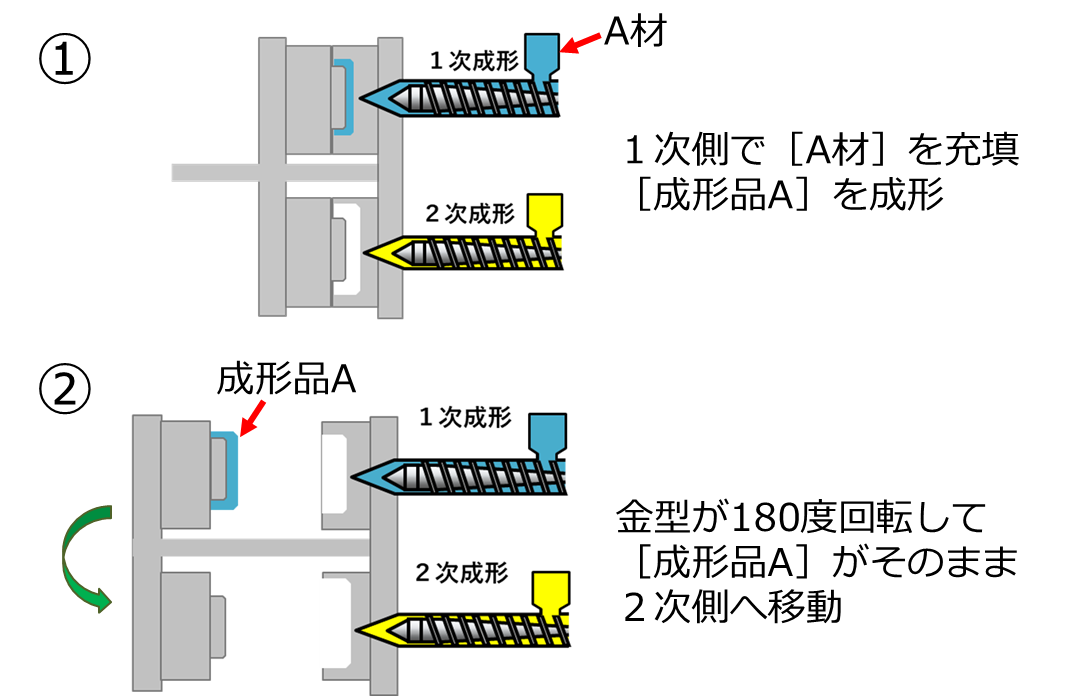
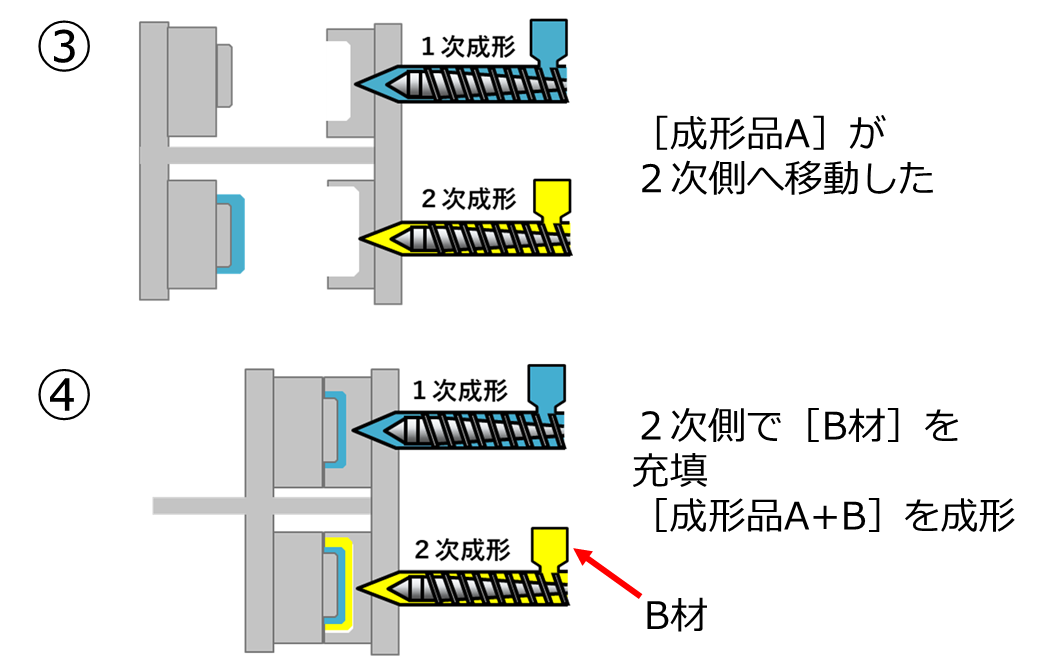
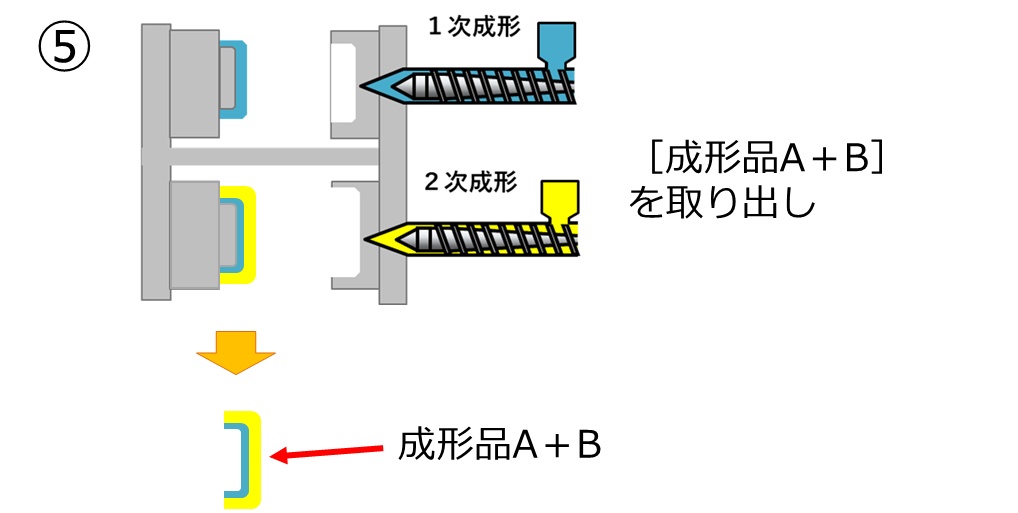
図3. 2色成形の工程
フィンとコネクタを型内組立成形
・図.4のように、1成形サイクル中に、A材で[コネクタ]を成形、B材で[フィン]が成形されると同時に、[コネクタの連結穴]にもB材が充填され、[フィン]と[コネクタ]が連結されて、ルーバーフィンとして成形機から取り出されます。
・後工程でフィンとコネクタを組み付ける作業が無くなるため、類似異形状フィン組合せの誤組防止や、フィンの枚数が多い場合の工数削減ができます。
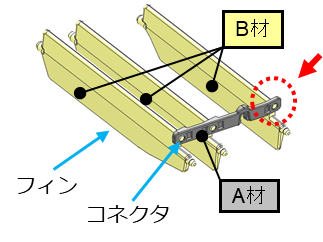
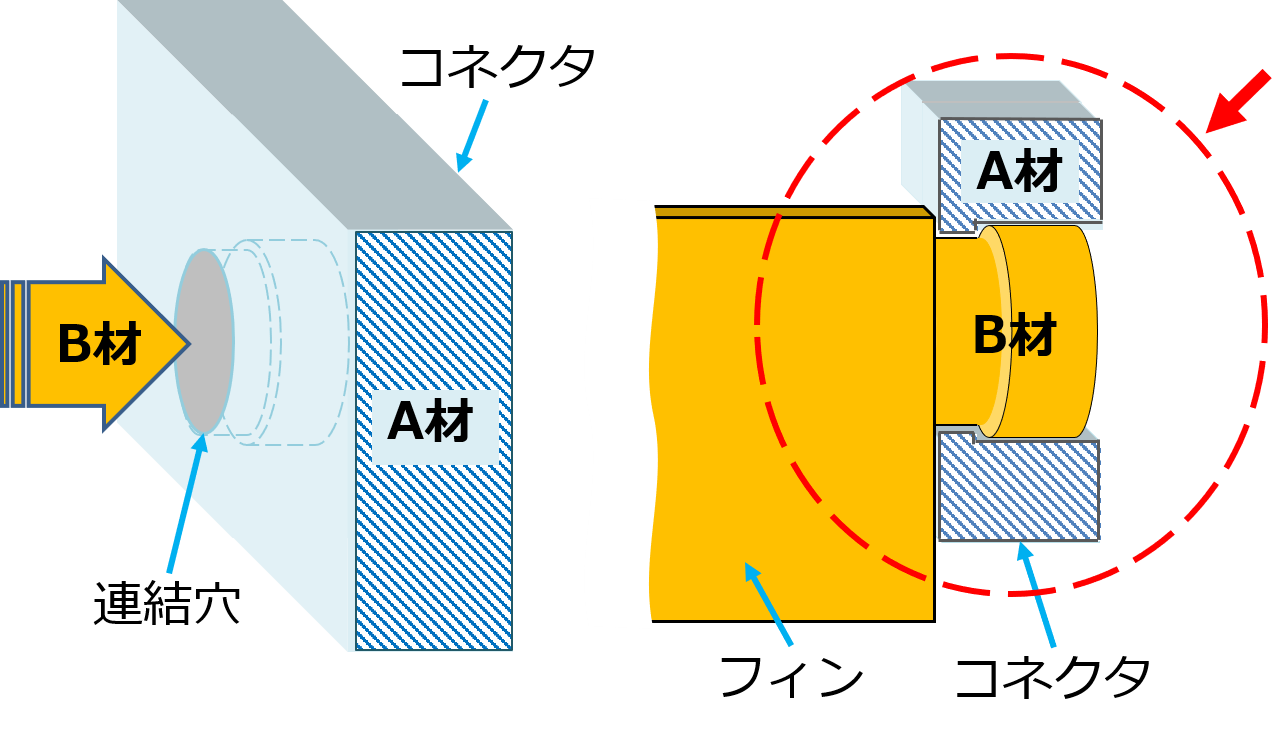
図4. 2色成形による型内組立成形
《製品例》
ルーバーのフィンとコネクタを型内組立成形

図5. 2色成形 ルーバーのフィンとコネクタ
樹脂とエラストマーの2色成形
ルーバーのシャットダンパーでは、作動時の衝撃音を緩和するために、硬質樹脂と柔軟性のあるエラストマー材を一体成形しています。

図6. エアコンルーバー シャットダンパー
黒色・白色樹脂の2色成形
色が違う樹脂を組み合わせることで、塗装や印刷などの後工程が不要な、耐久性のある加飾を施すことができます。

図7. キャップA/Cスイッチ、ノブ
《2色成形のまとめ》
・2色成形は、一次・二次側成形材料の材料選定によって、可動する部品や一体化した部品をつくれます。
一体化部品はダンベル片試験で密着強度を評価するため、お客様の要求強度に合わせた樹脂材料の選定ができます。
・硬質な樹脂と柔軟なエラストマー材などの組合せで、機能性を付与することが可能です。
・色の違う樹脂の組み合わせによるデザイン性の追加や、塗装、印刷、マーキングや溶着などの後工程が不要な耐久性のある加飾を施すことが可能です。
・成形と組立が金型内の一工程で実現することで品質を向上させるとともに、組立工程などの追加費用が抑えられるため、コスト削減が可能です。

〚企業サイト〛イオ インダストリー株式会社 Webサイトへ