DSI成形技術
【DSI成形(Die Slide Injection Molding)技術】
”DSI成形(Die Slide Injection Molding)”とは、複雑な形状の中空体や積層構造の成形品を一回の成形サイクルで完結できる射出成形技術です。
一般的な中空体の成形工程では、図1、図2のように、一次成形で“中空体の半割体”を成形し、溶着工程で、中空体に組立てます。
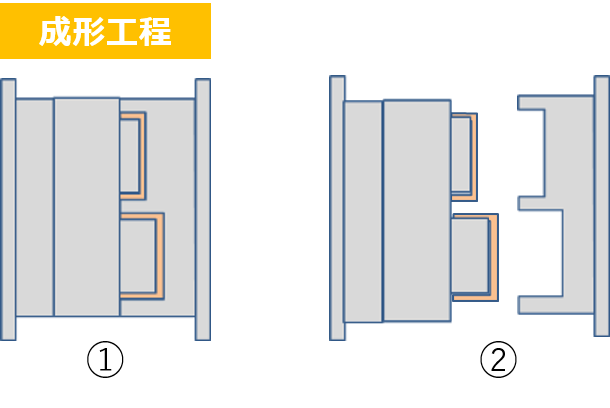
② 金型を開く
図1.一般的な中空体の成形工程
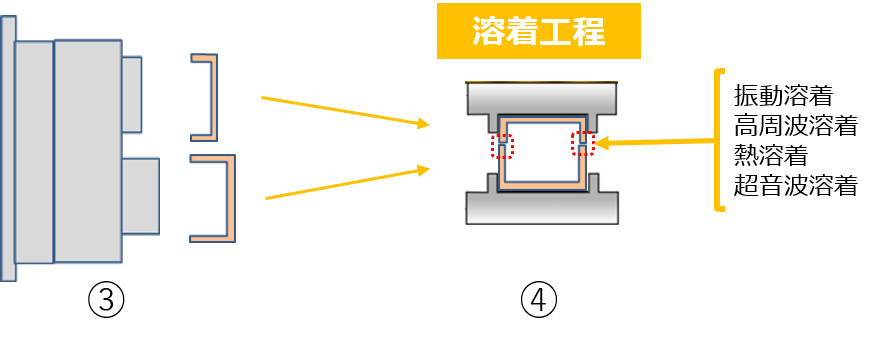
④ 成形品を溶着機にセットし、一体化する
図2.溶着工程
成形・溶着工程による中空体製造の課題
・成形工程と溶着工程の二つの工程が必要。
・溶着バリ、コンタミが発生する。
・溶着面に大きな高低差があると溶着できない。
DSI成形技術で中空体を生産
イオインダストリー株式会社では、車載ウォッシャータンクなどの中空体での採用実績があり、図3、図4のように、一次成形後に金型をスライドさせて、二次成形での射出接着により、成形品を一体化しています。
コンタミ削減、工程の短縮や品質バラツキの低減が求められる自動車部品において最適な成形技術です。
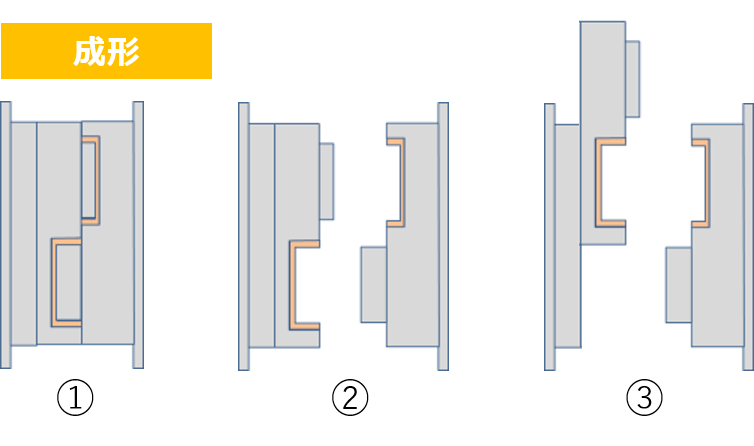
② 成形品を金型内に残し金型を開く
③ 金型を射出成型機に設けたダイスライド機構で一次成形品同士が向き合う位置にスライド移動させる
図3.DSI一次成形
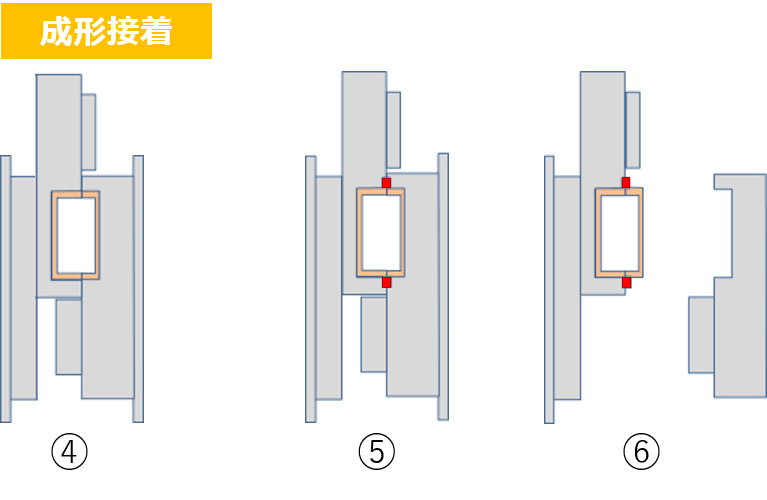
⑤ 一次成形品を突き合せた部分に、鉢巻き状に樹脂を二次射出させて、接着一体化させる
⑥ 金型を開き成形品を取り出す
図4.DSI二次成形
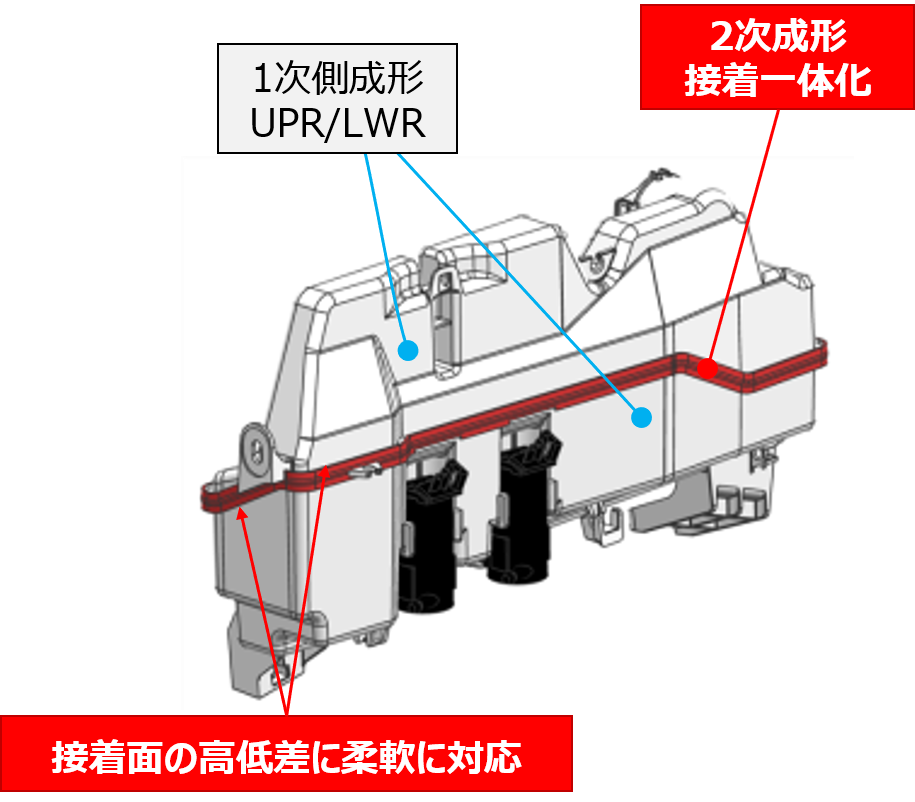
図5.DSI成形の例:ウォッシャータンク
DSI成形の特長
・中空体の肉厚の調整が容易
・バリ仕上げ、溶着などの後工程が必要ない
・射出成型機の金型内で成形品を一体化できる
・接着面の高低差に柔軟に対応できる
DSI成形の製品例
車載ウォッシャータンク
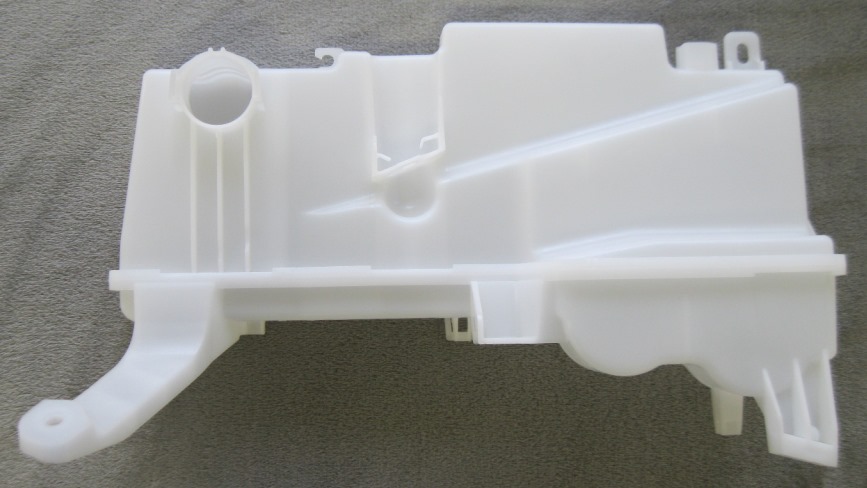
図6.車載ウォッシャータンク

〚企業サイト〛イオ インダストリー株式会社 Webサイトへ